ポリ塩化ビニルに関するQ&A 〜答え〜
![]() 塩ビとは「塩化ビニル樹脂」又は「ポリ塩化ビニル」を意味します。一般的に略して「塩ビ」と言われています。
塩ビとは「塩化ビニル樹脂」又は「ポリ塩化ビニル」を意味します。一般的に略して「塩ビ」と言われています。
「塩ビ製品」とは塩化ビニル樹脂を主原料として製造された各種製品の総称で可塑剤を含んだ軟らかい製品「軟質塩ビ製品」と可塑剤を含まない硬い製品「硬質塩ビ製品」に大別されます。柔らかいフィルム、シート、電線被覆材、ホース、チューブ、自動車内外装部材などから硬い配管、平板、波板、雨樋まで様々の製品に加工され、使用されています。塩化ビニル樹脂は、私たちが日頃、使用する四大汎用プラスチック(熱可塑性プラスチック)の一つです。他の汎用プラスチックはポリエチレン、ポリプロピレン、ポリスチレンです。
![]() 塩化ビニル樹脂は、「塩素」と石油からできる「エチレン」を反応させてできる塩化ビニルモノマー(CH2=CHCl)を付加重合させて合成されます。
塩化ビニル樹脂は、「塩素」と石油からできる「エチレン」を反応させてできる塩化ビニルモノマー(CH2=CHCl)を付加重合させて合成されます。
「塩素」はソーダ産業で、地球上に無尽蔵にある天然塩をナトリウムと塩素に電気分解し、ナトリウムを苛性ソーダとして利用した残りの「塩素」を塩化ビニル樹脂の原料として利用しています。塩化ビニル樹脂は、塩素が6割、エチレンが4割であり、ほとんどの原料を石油に依存している他のプラスチックに比べ、省資源に役立つプラスチックです。
![]() 軟質塩ビ製品は塩ビ薄膜単体の塩ビフィルムや塩ビフィルムに生地を貼り合せた塩ビレザー、塩ビフィルムに裏表に生地をサンドイッチさせたターポリンなどの単体又は複合のフィルムやシートを組み合わせ加工し、各種軟質塩ビ製品を作ります。
軟質塩ビ製品は塩ビ薄膜単体の塩ビフィルムや塩ビフィルムに生地を貼り合せた塩ビレザー、塩ビフィルムに裏表に生地をサンドイッチさせたターポリンなどの単体又は複合のフィルムやシートを組み合わせ加工し、各種軟質塩ビ製品を作ります。
また、塩化ビニル樹脂は柔らかくする成分(可塑剤)を加え、加工することにより硬い製品から軟らかい製品まで様々な製品を製造することができます。
硬質製品には水道管、配管、継ぎ手、塩ビ平板、看板、ダクト、波板、雨樋、硬質シート、サッシ、サイディング、塩ビ鋼板、住宅用廻り縁などがあります。
また可塑剤を加えた軟質製品には塩ビフィルム単体及び布、繊維、紙、等の生地と貼り合わせたものを含め、下記のような身の回り、家の中、生活用品などの多くの製品があります。
・文具用、袋用、鞄用、衣料用、玩具用、車両用、工業用塩ビフィルム、壁紙、化粧フィルム、床シート、クッションフロア、タイルカーペット、床タイル等
・ターポリン、帆布、フレコンバッグ、膜シート、幌シート、養生シート等
・家具、ソファ、椅子、カーシート、間仕切り、合羽、鞄袋、バック、テーブルクロス等
・ラップ、農業用フィルム、マーキングフィルム、ホース、チューブ、手袋、サンダル、防水シート、プール、玩具、保育用品、電線コード、ケーブル、錠剤包装等
![]() 軟質塩ビの特長は(他のプラスチックとの比較)
軟質塩ビの特長は(他のプラスチックとの比較)
1.柔らかさを自由に変えられる
2.着色やプリント加工が容易にできる
3.透明性に優れる
4.薬品に侵されにくい
5.耐油性に優れる
6.物理的強度が強い
7.耐候性にも優れる
8.フィルムの接着加工が容易(高周波ウェルダー)
9.電気特性が良い(電気絶縁性)
10.各種添加剤を加えれば機能性を付与できる。(難燃、防煙、耐候性、等)
これらの特長は塩ビ樹脂の分子配列が非結晶構造で、他の物質を容易に添加、混合できる事などが要因です。
![]() 1.低温時の衝撃強度が低い
1.低温時の衝撃強度が低い
2.常用耐熱温度がやや低い
3.可塑剤のブリード(移行)が経時で起こりやすい
![]() 軟質塩ビ製品に使用する配合剤には
軟質塩ビ製品に使用する配合剤には
1.塩化ビニル樹脂:塩ビ製品の主原料
2.可塑剤:柔軟性(硬さ)を調整します
3.安定剤:加工時の塩ビの熱分解及び使用時の紫外線による劣化などを防ぎます
4.滑 剤:透明性、艶出し、表面仕上げなどを向上させます
5.充填剤:増量剤又は補強剤等として使用します。
6.着色剤:色付け(外観)をします
7.難燃剤:燃えにくくします
![]() 本来硬い塩ビ樹脂を柔らかくするために、可塑剤が使用されます。
本来硬い塩ビ樹脂を柔らかくするために、可塑剤が使用されます。
可塑剤の添加量により、製品の硬さの違いで硬質―半硬質―軟質に大別されます。使用される可塑剤の種類により耐寒性、耐熱性、耐油性、移行性等の特性を調整できます。軟質製品の代表としてはフィルム、壁紙、農業フィルム、ホースなどが挙げられます。
![]() 塩化ビニル樹脂は、熱、光の影響で分解し易く、そのままでは成形加工時の熱処理に耐えることができず、分子中の塩素、水素が脱離して塩化水素が発生します。
塩化ビニル樹脂は、熱、光の影響で分解し易く、そのままでは成形加工時の熱処理に耐えることができず、分子中の塩素、水素が脱離して塩化水素が発生します。
安定剤はこの塩化ビニル樹脂の分解、塩化水素の脱離を防ぐ為に必ず添加する物質です。安定剤には主に金属有機酸化合物(カルシウム系、亜鉛系、バリウム系、複合等)が使用されています。
塩ビ樹脂は製品として使用されている段階でもわずかですが光(紫外線)や酸素により分解が進行します。この劣化を防ぐために、紫外線吸収剤や酸化防止剤が安定剤とともに使用されています。
![]() 1)カレンダー法
1)カレンダー法
軟質塩ビフィルムの製造方式としては一般にカレンダー法とT-ダイ押出法が知られていますが、現在においてはカレンダー法が主流となっています。
カレンダー法は、19世紀中ごろのゴム圧延工程で最初に使用され、塩ビのフィルム、シートの圧延工程に利用されて以来、著しい技術の発展が見られました。
各種配合剤を加熱、混練し、流動性のコンパウンド状にした後、加熱した最初のロール2本に挟み込みながら圧延し、途中何本かのローラーを配して加熱され、最後に冷却されたローラーの表面に沿わせて薄く成膜され、巻き取られます。各カレンダーロールの配列、径や温度、回転数などを調整することによってフィルムの厚さ精度を高めたり、物性に特色を持たせたりするなどの工夫が施されています。
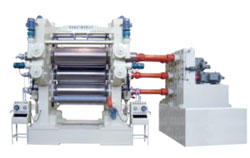 |
| カレンダー機 |
カレンダー法の特長としては、押出法に比べて生産設備は大きく、高速生産が可能であり、製造能力が高いことが挙げられます。
設備投資が押出法に比べて、大きいので、生産性の低い極薄品(0.05mm以下)には不向きで、少品種大量生産に適しています。
他のプラスチック成形に比べて、樹脂配合、成形条件、装置、品質等加工技術は複雑でかつ熟練を要求され、生産管理がきちんとしていないと安定した製品が得られないのも特徴のひとつです
2)T-ダイ押出法
 |
| 押出機 |
Tダイ押出法は樹脂をひき肉機のように注入口からシリンダーに入れ、スクリューと呼ばれる大型ネジを回しながら、樹脂を前方に送ります。
樹脂は送られながら練られ、溶融して口金(ダイ)から一定の形状で押し出されます。
口金の工夫により、フィルム、チューブ、パイプ等の各種形状の製品が生産されます。
T型の口金を使用すれば、フィルムやシートも成膜化できます。(Tダイ押出)カレンダー法に比べ、設備も安価で生産技術は比較的に容易の為、多品種小量生産に適しています。また一般的にカレンダー法に比べ、厚み精度が劣ります。
![]() 軟質塩ビフィルムは印刷性に優れており、デザインに合わせて繊細な表現が可能で印刷方法としては、グラビア印刷、スクリーン印刷、ロータリースクリーン印刷、フレキソ印刷などがあります。最も多く用いられているのはグラビア印刷です。
軟質塩ビフィルムは印刷性に優れており、デザインに合わせて繊細な表現が可能で印刷方法としては、グラビア印刷、スクリーン印刷、ロータリースクリーン印刷、フレキソ印刷などがあります。最も多く用いられているのはグラビア印刷です。
 |
| 多色グラビア印刷 |
グラビア印刷は凹版印刷の一種で、表現性や生産性に優れ、軟質フィルムばかりなく、軟包装材、美術書、写真集など多くの印刷物に使用されています。
これには印刷色毎に印刷ユニットを持ったグラビア印刷機を用います。印刷ユニットは圧胴(圧着ローラー)、版胴ロール(グラビアロール)、ドクター刃(インク掻き刃)、インクローラー、インクバット(インク溜)及び乾燥機からなっています。
このグラビア印刷方法は版胴ロールの製版精度が重要で、多色印刷やセルの深さ調整で色の濃淡を表現できるが、製版コストがかかる為、大量印刷向きで、少量印刷には適さないという特徴があります。
![]() 軟質塩ビはフィルムをエンボスすることにより印刷された模様がさらに立体的に表現されます。エンボスはエンボス機により、模様や図柄を彫ってあるエンボスロールとゴム製圧着ロールの間を、フィルム表面を加熱軟化した状態で通し、フィルム表面に浮き出し模様(凹凸模様)を付ける加工方法です。
軟質塩ビはフィルムをエンボスすることにより印刷された模様がさらに立体的に表現されます。エンボスはエンボス機により、模様や図柄を彫ってあるエンボスロールとゴム製圧着ロールの間を、フィルム表面を加熱軟化した状態で通し、フィルム表面に浮き出し模様(凹凸模様)を付ける加工方法です。
 |
| エンボス機 (エンボスロールによるしぼ押し) |
エンボスロールの模様、図柄により表面に皮調、布調、織物調、幾何学調、木目調などの各種模様が加工でき、プリントとの表現との組合せにより、本皮や織物など本物に近い表現ができます。特にビニル壁紙(ビニル/紙)やビニルレザー(ビニル/生地)ではエンボス加工により、より多彩な意匠が得られ、壁紙や家具、バッグ、靴などのシートに使用されます。
![]() 多くの軟質塩ビ製品(文具、手帳、袋、カーテン、農業フィルム、フレコンバッグ等)では製品の仕様に合せ、フィルムやシートを裁断し、繋ぎ合す為、接着加工が必要となります。
多くの軟質塩ビ製品(文具、手帳、袋、カーテン、農業フィルム、フレコンバッグ等)では製品の仕様に合せ、フィルムやシートを裁断し、繋ぎ合す為、接着加工が必要となります。
軟質塩ビ製品で一般的に使用されている接着加工方法が高周波ウェルダー溶着です。
高周波ウェルダー溶着とは、重ね合わせたフィルムを金型で押さえて、強く加圧した状態で高周波加熱することにより行います。表面が金型で冷却された状態で、フィルムが溶け出し、フィルム同士を接着させる溶着方法です。
 |
| 高周波ウェルダー機 |
熱溶着には「外部加熱」と「内部加熱」があり、高周波溶着は素材自体が発熱体となり物体内部から加熱される後者の「内部加熱」です。
外部加熱は熱伝導に依存する為、内部まで加熱させるまで、時間を必要としますが高周波ウェルダー溶着は内部加熱で、溶着箇所のみを加熱できる為、短時間でかつ溶着しない部分に熱の影響(ダメージ)を与えません。
そのため、溶着加工が素早くでき、効率的であり、しかも溶着面の仕上げがきれいで接着強度も大きいなど、高周波溶着は他の方法に較べ優れた溶着加工方法です。
オレフィン系フィルムでは樹脂特性で内部発熱せず高周波溶着は困難で、熱を利用した熱溶着(熱風式溶着、熱板式溶着)や超音波溶着が行われています。
![]() 塩化ビニル樹脂の6割が塩素であることから、燃やすとダイオキシンが発生すると言われてきましたが、塩素は塩化ビニル製品だけでなく、食品、調味料、紙類、衣類などにも含まれます。また、空気中にも塩素化合物は浮遊しており、森林火災でもダイオキシンが発生するのは、このためです。塩化ビニル製品を含め、塩素を含む他のものも燃焼条件によりダイオキシンが微量発生します。
塩化ビニル樹脂の6割が塩素であることから、燃やすとダイオキシンが発生すると言われてきましたが、塩素は塩化ビニル製品だけでなく、食品、調味料、紙類、衣類などにも含まれます。また、空気中にも塩素化合物は浮遊しており、森林火災でもダイオキシンが発生するのは、このためです。塩化ビニル製品を含め、塩素を含む他のものも燃焼条件によりダイオキシンが微量発生します。
1999年政府は「ダイオキシン類対策特別措置法」(ダイオキシン法)を制定し、焼却炉の燃焼温度や燃焼時間などを定め、焼却炉も改良・整備させた為、わが国のダイオキシン排出量は2003年には1997年に比べ、約95%減少しました。
![]() 軟質塩ビ製品に主に含まれる可塑剤DEHP(DOP)の内分泌かく乱作用(環境ホルモン性)は、環境庁の「環境ホルモン戦略計画SPEED '98」の取組み結果により影響を否定されています。
軟質塩ビ製品に主に含まれる可塑剤DEHP(DOP)の内分泌かく乱作用(環境ホルモン性)は、環境庁の「環境ホルモン戦略計画SPEED '98」の取組み結果により影響を否定されています。
また、可塑剤工業会でも各種試験を実施し、DEHPに内分泌かく乱作用が無いことを確認しました。
![]() DEHP(フタル酸ビス2-エチルヘキシル)は軟質塩ビ製品に最も多く使用されている可塑剤で
DEHP(フタル酸ビス2-エチルヘキシル)は軟質塩ビ製品に最も多く使用されている可塑剤で
従来より様々な安全性試験が行われており、輸液バックなどの医療用器具にも使用実績があります。
1.DEHPの急性毒性(LD50)は食塩や砂糖よりも低く、毒性なしともいえるレベルです。また皮膚刺激性なども無刺激又は微刺激の範囲で人を含む動物の皮膚に作用を及ぼすレベルではありません。
2.人に対する発がん性については国際がん研究機関(IARC)が2000年にDEHPの発がん性は水道水と同じレベルであることを確認しました。
3.DEHPの内分泌かく乱作用は、環境省の「環境ホルモン戦略計画SPEED'98」に基く調査研究にて無いことが確認されています。
4.DEHPは、厚生労働省が定めたシックハウスガイドラインに掲載された13物質のひとつですが、これらガイドライン物質とシックハウスとの関連性は明らかではありません。このガイドラインで示されたDEHPの指針値120μg/m3(0.076ppm)は、人が健康で快適な室内空気環境を確保できる数値を示しています。これまでの室内環境濃度測定結果によるとDEHPの暴露量は、最大レベルでも一桁台の前半であり、人が一生でその濃度を摂取しても問題ないレベルです。
5.産業技術総合研究所が行ったDEHPの詳細リスク評価書によれば、2001年時点でのDEHP暴露量は人に対して懸念されるレベルにはありません。現時点では2001年のDEHP排出量に比べ大幅に削減されています。
*塩化ビニル樹脂の安全性についての詳細は塩ビ工業・環境協会のホームページをご参照下さい。
*可塑剤の安全性についての詳細は可塑剤工業会のホームページをご参照下さい。
![]() 塩ビラップフィルムは食品衛生法に基づき、厚生省告示370号の「食品、添加物の規格基準」に適合する事が定められています。
塩ビラップフィルムは食品衛生法に基づき、厚生省告示370号の「食品、添加物の規格基準」に適合する事が定められています。
 |
規格基準には「一般規格」と材質別の「個別規格」があり、「一般規格」にはカドミウム、鉛の材質試験と重金属の溶出試験、過マンガン酸カリウム消費量試験があります。「個別規格」はジブチル錫化合物、クレゾールリン酸エステル、塩化ビニルモノマ-の材質試験と蒸発残留物試験があります。これらの試験に適合することが基本的な品質として要求されています。
また、食品衛生法の趣旨に則し、塩ビ食品衛生協議会が策定したJHP規格(塩化ビニル樹脂製製品等の食品に係る自主基準)に基づき、安全性を確認された原材料を使用しています。
![]() 電子レンジを使用して食品をラップで簡単な調理をする場合、ラップと食品が直接触れないように深めの容器に入れて、ラップを張った後、穴を開けて使用すれば蒸気が抜けて、ラップは膨らみません。
電子レンジを使用して食品をラップで簡単な調理をする場合、ラップと食品が直接触れないように深めの容器に入れて、ラップを張った後、穴を開けて使用すれば蒸気が抜けて、ラップは膨らみません。
 |
調理の際、水分が不足したり、過加熱になると、ラップ、食品の炭化劣化が起こりえますのでご注意下さい。
また、油性食品を直接ラップに包んでご使用したり、電子レンジに入れたりしないで下さい。
塩ビラップをオーブンや電子レンジのオーブン機能に使用すると、ラップが破れたり溶けたりしますので、ご使用しないで下さい。
詳しくはラップ包装箱の注意書きをご確認下さい。
*ラップの原材料の安全性及び使用上の注意点等の詳細についてはこちらから(SF部会ラップのお知らせ)、ご覧下さい。
![]() 新建材使用増加、建物の気密性向上など生活様式の変化に伴い、シックハウス症候群が1990年頃より騒がれてきました。
新建材使用増加、建物の気密性向上など生活様式の変化に伴い、シックハウス症候群が1990年頃より騒がれてきました。
厚労省は2002年に可塑剤(DEHP)を含む13種類の揮発性有機化合物とTVOC(総揮発性有機化合物)の室内空気濃度指針値(暫定目標値400μg/m3)を定めました。DEHPの室内空気濃度指針値として120μg/m3が設定されました。
 |
東京都や環境庁の室内濃度調査によれば、住居中の建物のDEHP濃度は0.04〜3.4μg/m3でした。室内の全面に塩ビ壁紙、塩ビ床材を施工した住宅にて、1年間室内濃度を調査した結果でもDEHPの室内濃度は最大値でも2μg/m3を超えることはなかったと報告されています。
また、各種建築材料(合板、塗料、接着剤、壁紙など)は日本工業規格(JIS)にて
ホルムアレデヒド発散量に応じた等級(F☆〜F☆☆☆☆、☆が多いほど発散量が少なく☆4つが最高級)が定められています。塩ビ壁紙や床材は2003年に国土交通省が出した通達でもホルムアルデヒドの発散がほとんど無い材料(F☆☆☆☆)として認められ、使用制限なく使われています。
![]() 通常スーパー等で使用される包装用の袋はポリエチレン袋又はポリ袋で、塩ビ製のものはありません。
通常スーパー等で使用される包装用の袋はポリエチレン袋又はポリ袋で、塩ビ製のものはありません。
![]() 塩ビレザーは着色や柄プリントができ、デザイン性に優れます。
塩ビレザーは着色や柄プリントができ、デザイン性に優れます。
濡れても拭き取って乾かせばいいので、お手入れ簡単です。
また、耐久性、耐疲労性に強く、折り曲げしやすく形もすぐに元に戻る為です。

![]() 軟質塩ビは薬事法などの安全性の基準を満たした医療用具(輸血バッグ、輸液チューブ、カテーテルなど)として約40年もの使用実績があります。
軟質塩ビは薬事法などの安全性の基準を満たした医療用具(輸血バッグ、輸液チューブ、カテーテルなど)として約40年もの使用実績があります。
塩ビが素材として化学的に安定しており、折り曲げに強く、柔軟性があり血液などの液体の流れがスムースなためチューブやカテーテルなどの用途に適しています。
![]() 塩ビ電線は電気絶縁性、耐久性、耐疲労性、難燃性に優れ、配線で折り曲げ易く復元しやすい為です。
塩ビ電線は電気絶縁性、耐久性、耐疲労性、難燃性に優れ、配線で折り曲げ易く復元しやすい為です。
![]() 硬質製品である塩ビ管・継手は50年を超える歴史があり、水道管・下水管などに
硬質製品である塩ビ管・継手は50年を超える歴史があり、水道管・下水管などに
約20年以上使用されています。
また、軟質塩ビ製品では使用条件(屋内外)や使用頻度などで変わりますが、一般的には約1年〜5年の間使用できます。用途に合わせた配合設計を行なえば、10年以上の使用にも耐えます。
![]() 塩ビ製品のリサイクルは塩ビ管・継ぎ手、農業用フィルムや床材、タイルカーペット、壁紙などが材料リサイクルされています。
塩ビ製品のリサイクルは塩ビ管・継ぎ手、農業用フィルムや床材、タイルカーペット、壁紙などが材料リサイクルされています。
 農業用フィルムは、農家、市町村、農協、メーカーからなる組織的なリサイクルにより、使用済み農業用フィルムが床材裏層原材料などにリサイクルしています。
農業用フィルムは、農家、市町村、農協、メーカーからなる組織的なリサイクルにより、使用済み農業用フィルムが床材裏層原材料などにリサイクルしています。
また、電力用及び通信用電線は、電線メーカー系による回収ルートが確立しており、被覆材の多くはリサイクルされています。
![]() 住宅の外壁に使用する塩ビサイディングや窓枠の塩ビサッシ、水に強い塩ビ図書、食品サンプルなどに使用されています。
住宅の外壁に使用する塩ビサイディングや窓枠の塩ビサッシ、水に強い塩ビ図書、食品サンプルなどに使用されています。